作者:超级管理员 发布时间:2023-10-24 09:13:56 浏览次数 :87
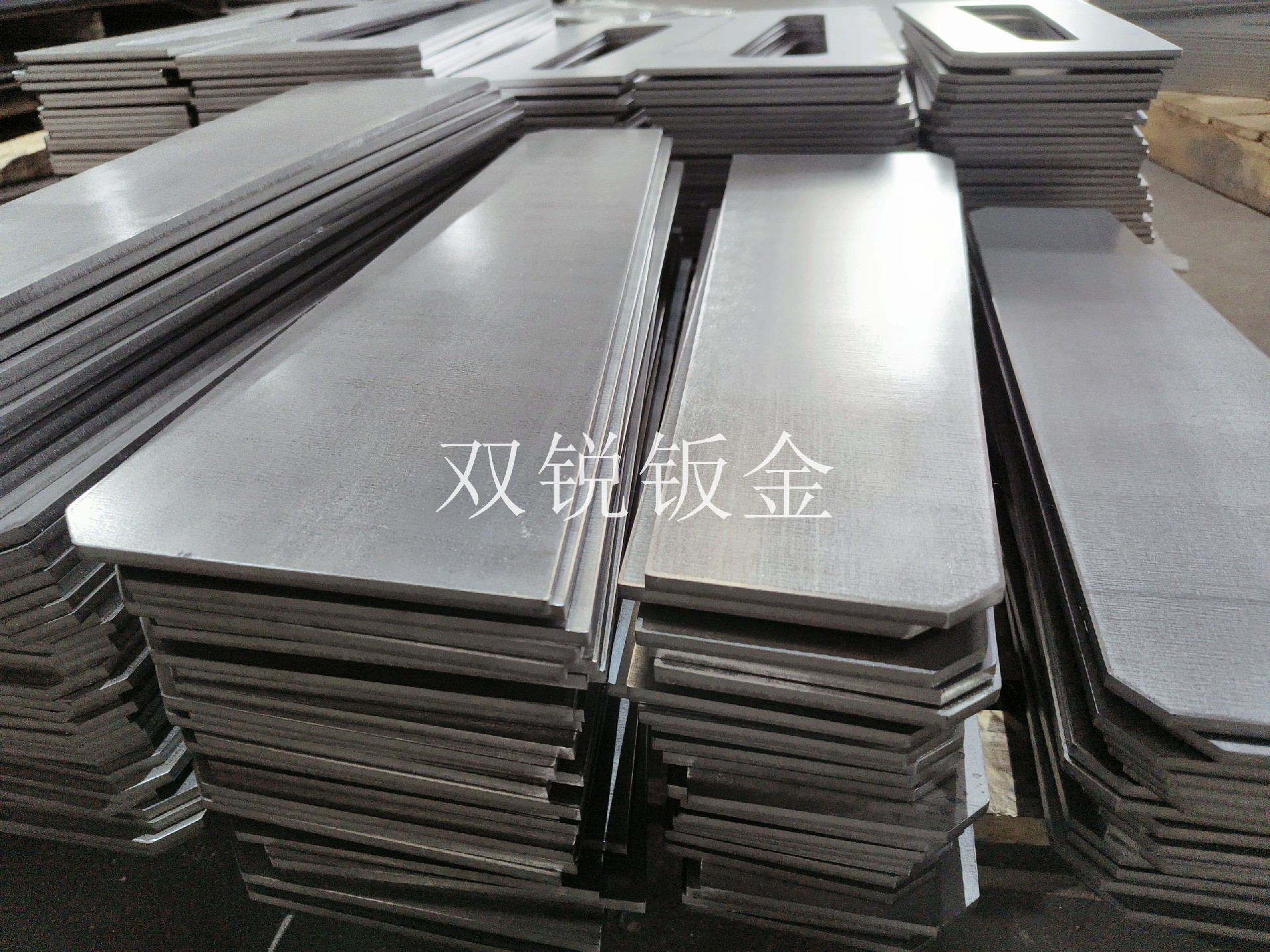
激光切割加工切割错位一般可以分两种不同的情况,送料切割错位和未切割错位,那么主要的问题在哪呢?
一、送料切割错位
1、送料轴的步距问题。布距=实测长度*原始步距/真是长度(设定的送料长度);
2、送料轴的同步带锁紧轮于电机同步带锁紧轮松动;
3、滚网松动,使之与送料轴之间相对滑动。
二、未送料切割错位,主要由大车电机或者光轴同步松动和丢步现象造成
1、加工速度设置过大;
2、大车电机线接触不良;
3、驱动器电流过小;
4、驱动器坏掉或电机坏掉,一般电机坏二丢步的现象较少。